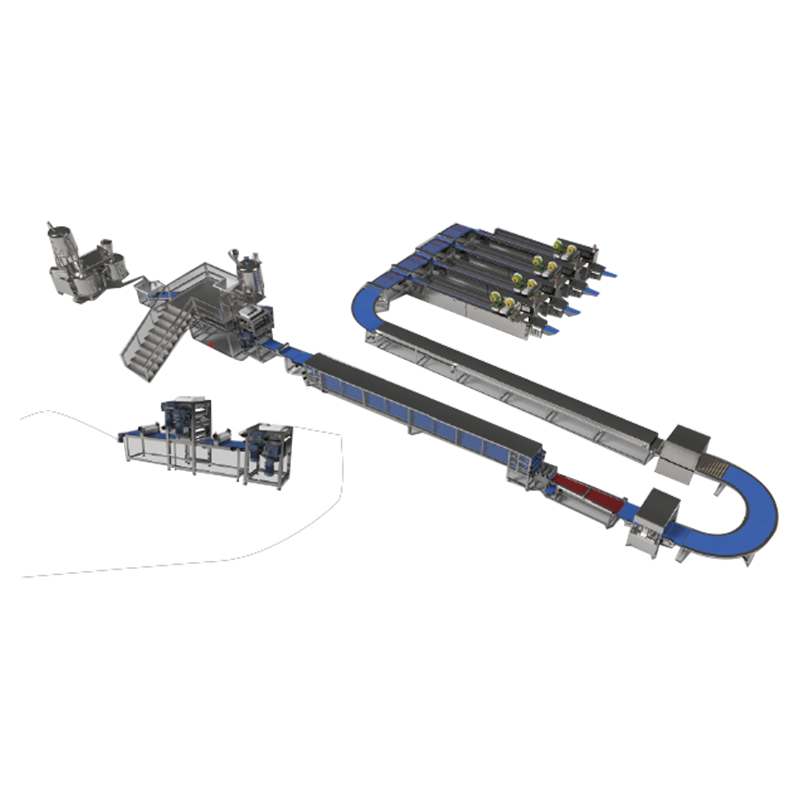
あ スニッカーチョコレートバー加工ライン は、層状のチョコレート菓子バーを大規模に製造するために設計された食品製造装置の統合セットです。核となる結論は単純明快です。 完全かつ適切に構成されたスニッカー生産ラインは、150 ~ 600 kg/時の生産量を達成できます。 、機器のグレード、自動化レベル、製品仕様によって異なります。これにより、チョコレートバーを大量に製造する場合に最も効率的な形式の 1 つとなります。
このラインは通常、ヌガーの調理とキャラメルの準備から、ピーナッツの層作り、チョコレートのコーティング、冷却、切断、最終包装に至るまでのあらゆる段階を、すべて連続自動フロー内で処理します。各モジュールがどのように機能するかを理解することは、メーカーが歩留まりを最適化し、無駄を削減し、一貫した製品品質を維持するのに役立ちます。
あ standard スニッカー生産ライン 処理ステージの論理シーケンスに従います。各段階は、最終的なバーの構造的完全性と感覚的な品質に貢献します。
スニッカー スタイル バーのベース層はヌガーで、空気を含ませたシュガー シロップ、ブドウ糖、卵白、脂肪を連続ミキサーまたはバッチ ミキサーで混合して製造されます。次に、ヌガーはベルトコンベア上またはスラブ成形機に置かれ、そこでプレスされます。 均一な厚さは通常 10 ~ 20 mm 。この段階での一貫したテクスチャーは、下流の切断精度にとって非常に重要です。
キャラメルは、砂糖、グルコースシロップ、クリームまたは脂肪、乳化剤を制御された熱の下で混合する連続キャラメル調理器で調製されます。調理されたキャラメルは、まだ柔軟なままヌガー層の上に堆積します。 堆積時のキャラメル温度は通常 60 ~ 75°C に維持されます。 下のヌガーを変形させずに適切な接着を確保するため。
丸ごとまたは半分ローストしたピーナッツを、振動フィーダーまたはローラー アプリケーターを使用してキャラメル表面に均等に分配します。ローラーを優しく押すことで、ピーナッツがキャラメル層に確実に埋め込まれます。 ピーナッツ被覆の均一性は、視覚的な一貫性と重量の精度に直接影響します。 完成したバーで。
ヌガー、キャラメル、ピーナッツで構成される組み立てられたスラブは、冷却トンネルを通過し、そこで温度が下げられます。 18℃以下 。これにより、切断前に構造が強化されます。次に、ロータリー カッターまたはワイヤー カッターにより、製品ロスを最小限に抑えながらスラブを個々のバー サイズの断片に分割します。
個々のバーはチョコレートエンローバーを通過し、そこでチョコレートがテンパリングされます(通常は 29~32℃ ダークまたはミルクのバリエーションの場合)、すべての表面を均一にコーティングします。送風機が底から余分なチョコレートを取り除き、バーが最終冷却トンネルに入る前に振動テーブルが表面コーティングを滑らかにします。
あfter enrobing, bars travel through a refrigerated tunnel at 8~14℃ 数分間放置してシェルチョコレートを固めます。完全にセットされたバーは、自動フロー包装機またはピロー包装機に移送され、生産サイクルが完了します。
各処理段階には特殊な装置が必要です。以下は、主要な機械コンポーネントとその機能的役割の概要です。
| 設備 | 機能 | キーパラメータ |
|---|---|---|
| ヌガーミキサー&フォーマー | あerates and shapes the nougat base layer | 出力: 100 ~ 500 kg/h |
| キャラメルクッカー | 制御された温度でキャラメルを調理して堆積させます | 温度:60~75℃ |
| ピーナッツフィーダー/アプリケーター | ピーナッツをキャラメルの上に均等に分配します | カバレッジ均一性 ±3% |
| スラブ冷却トンネル | 切断のために層状スラブを固定します | トンネル温度:10~18℃ |
| ロータリー・ワイヤーカッター | スラブを個々のバーに切断します | 切断速度: 最大 120 切断/分 |
| チョコレートエンローバー | バーをテンパリングチョコレートでコーティング | チョコレートの温度:29~32℃ |
| 最終冷却トンネル | シェルチョコレートをセットします | トンネル温度: 8 ~ 14°C |
| フローラッパー・包装機 | 完成したバーを個別に包装します | 速度: 最大 600 バール/分 |
最新のスニッカー チョコレート バー加工ラインは 3 つの一般的な自動化層で利用でき、それぞれが異なる生産規模と投資レベルに適しています。
1 日あたり 500,000 ~ 1,000,000 本のバーを目標とする中規模メーカーの場合、平均バー重量 50g で 400 kg/h で稼働する完全自動ラインは約 1 時間あたり 8,000 バール、または 24 時間シフトあたり 192,000 バール .
一貫したバー品質を維持するには、スニッカー生産ライン全体のいくつかのチェックポイントでアクティブな制御が必要です。
チョコレートバー加工ラインでは、食品グレードのデザインは交渉の余地がありません。主要な設計原則には次のようなものがあります。
適切に構成された回線でも、繰り返し問題が発生します。以下に、最も一般的な課題と実際的な解決策を示します。
| チャレンジ | 原因 | 解決策 |
|---|---|---|
| カッターにキャラメルがくっついてしまう | カット段階でキャラメルが熱すぎる | スラブ冷却トンネルの温度を 2 ~ 3°C 下げる |
| 凹凸のあるチョコレートコーティング | チョコレートがテンパりません | 焼き戻しユニットを再調整します。ファットブルームトリガーをチェックする |
| バーの重量変動 >±3g | ヌガーまたはキャラメル層の厚さが不均一である | デポジッター ノズルを検査します。前のローラーを再調整する |
| バー内のピーナッツの空隙 | フィーダーの振動が高すぎる、または低すぎる | あdjust vibratory feeder frequency; clean hopper sensors |
| 梱包のズレ | 切断後のバーの長さの変化 | カッター速度とコンベアベルト速度を同期させる |
冷却トンネルと調理容器はスニッカー生産ラインで最も多くのエネルギーを消費しており、合わせて 総ラインエネルギー消費量の 55 ~ 70% 。エネルギーコストを削減するための実際的な対策には次のようなものがあります。
あ well-optimized fully automated line can produce one kilogram of finished bar using 約0.3~0.6kWh 、気候条件と植物のレイアウトによって異なります。
あ full line including nougat forming, caramel, peanut application, enrobing, and packaging typically requires 長さ40~80メートル 自動化レベルと冷却トンネルの設計に応じて、幅は 4 ~ 8 メートルです。
はい。調整可能なデポジター、モジュラー金型、再構成可能なカッターを備えた最新のラインのほとんどは、フォーマットを切り替えることができます。切り替え時間は通常、 20~45分 .
ミルクチョコレートが最も一般的に使用されており、カカオ含有量は 25~35% 。エンローバーでは、製品仕様に応じて、プレテンパリング配合チョコレートと本物のチョコレートの両方を扱います。
あ fully automated line at 400 kg/h typically requires 3 ~ 6 人のオペレーター シフトごとに、品質チェック、パッケージの補充、および軽微な調整をカバーします。
適切なチョコレートのコーティングとフローラップ包装を使用すると、完成したバーの保存期間は通常、 9~12か月 周囲温度が 20°C 未満の場合。
ヌガーが標準のベースですが、このラインは代わりにクッキー、ウエハース、またはシリアルのベース層を使用するように適合させることができ、複数のバー形式に対応する多用途のプラットフォームになります。

 チョコレート生産ライン機械設備工場
チョコレート生産ライン機械設備工場

 中文简体
中文简体 English
English