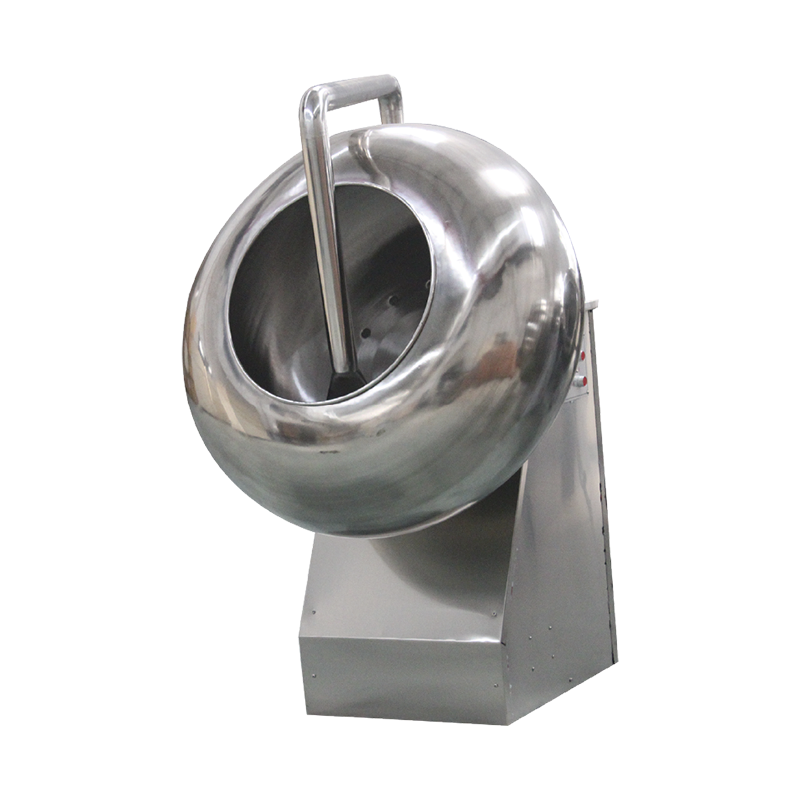
あ チョコレート&キャンディ研磨機 ワックス、シロップ、またはシェラック溶液をスプレーしながら回転ドラム内で製品を転がすことにより、チョコレートで覆われたキャンディー、ナッツ、豆、および同様の菓子に均一な光沢のあるコーティングを施します。 その結果、滑らかで光沢のある表面が得られ、外観が向上し、保存期間が延長され、くっつきが防止されます。 この装置の正しい操作方法を理解することは、コーティングの品質と生産効率に直接影響します。
研磨作業を開始する前に、機械の主要な部分についてよく理解してください。
製品をロードする前に、動作前チェックを完了してください。
パラメータ設定は製品タイプによって異なります。以下の表を一般的な参考として使用してください。
| 製品タイプ | ドラム速度 (RPM) | あir Temperature (°C) | スプレー間隔(秒) |
|---|---|---|---|
| チョコレートでコーティングされたナッツ | 10–14 | 18~22 | 30~60 |
| ハードキャンディシェル | 15~20 | 20–25 | 20~40 |
| 砂糖漬けのチョコレート | 8~12 | 16~20 | 45~90 |
| グミ/ソフトキャンディ | 6~10 | 22~28 | 60~120 |
ドラム速度を下げると、デリケートな製品の破損が減少します ;速度が速いほど、より硬いシェルのコーティングの分布がより速く、より均一になります。
ドラム缶を満水にする 作業量の 60 ~ 70% を超えない 。過剰に充填すると、転倒動作が制限され、光沢が不均一になったり、製品が損傷したりする原因になります。容量 100 kg のドラムの場合、一般的なバッチ負荷は次のとおりです。 60~70kg .
最初にドラムの回転を開始し、次にスプレー システムを作動させます。研磨剤を一度に大量に塗布するのではなく、複数の薄い層に塗布します。
あfter the final spray layer, continue drum rotation with active airflow for 5~15分 コーティングを完全に硬化させます。乾燥時間が不十分だと、表面がべたついたり、梱包中に製品がくっついたりする原因になります。 この段階では製品の表面温度が 30°C を超えないようにしてください。 チョコレートベースを保護するためです。
ドラムを排出位置まで傾けて、完成品を回収します。バッチを次の製造段階に渡す前に、サンプルの光沢の均一性、表面の滑らかさ、亀裂やくすんだ斑点の有無を検査します。
研磨剤は、コーティングされた製品の最終的な外観と機能特性を直接決定します。最も一般的なオプションは次の 3 つです。
あlways verify that the polishing agent selected is approved for food contact use and compatible with your product's existing coating ingredients.
経験豊富なオペレーターであっても、次の一般的なエラーが発生すると品質の問題に遭遇します。
一貫したメンテナンスにより、機器の寿命が保護され、再現可能な製品品質が保証されます。次のスケジュールに従ってください。
| 周波数 | メンテナンスタスク |
|---|---|
| あfter every batch | スプレーノズルを掃除してください。ドラムの内面を拭きます |
| 毎日 | エアフィルターを点検します。ドラムの回転に異常な騒音や振動がないか確認してください。 |
| 毎週 | ドラムベアリングとドライブチェーンに注油します。ベルトの張りをチェックする |
| 毎月 | ドラムとスプレーシステムを徹底的に洗浄します。電気接続とシールを検査する |
| 6か月ごと | 完全な機械検査。必要に応じて、摩耗したベルト、シール、またはノズルコンポーネントを交換します |
適切な潤滑とノズルの洗浄は、回避可能な装置のダウンタイムの大部分を占めます。 菓子の研磨作業に。
あchieving consistent, high-quality results depends on controlling several interacting variables simultaneously:
あ standard polishing cycle takes 20~45分 塗布するコーティング層の数、スプレー間の乾燥時間、使用する研磨剤の種類によって異なります。
はい。ほとんどのチョコレート研磨装置は、複数の製品に使用できるように設計されています。処理する特定の製品に応じてドラムの速度、気温、スプレー間隔を調整し、異なる製品タイプの間でドラムを徹底的に洗浄します。
一般的な原因としては、1 回のパスでの過剰スプレー、層間の不十分な乾燥時間、不適切な気温、スプレー ノズルの詰まり、製造エリアの周囲湿度の高さなどが挙げられます。
次の塗布の前に、各スプレー層が薄く、十分に乾燥していることを確認してください。ドラム速度を適切に維持すると、製品の動きが一定に保たれ、固着が発生するほど長い接触時間が防止されます。
毎日適切に掃除すれば、通常、スプレー ノズルは長持ちします。 6~12か月 パフォーマンスが著しく低下する前に。洗浄してもスプレーパターンが不均一になったり、流量が低下した場合は、直ちにノズルを交換してください。
ほとんどのワックスエマルションでは、室温での塗布で十分です。ただし、低温の生産環境 (15°C 以下) では、研磨剤を穏やかに温めてください。 20~25℃ スプレーの微粒化と表面密着性が向上します。

 チョコレート生産ライン機械設備工場
チョコレート生産ライン機械設備工場

 中文简体
中文简体 English
English