マットなチョコレートの表面から鏡のような光沢のあるチョコレートドラジェへの道のりは、芸術であると同時に科学でもあります。生産マネージャーや品質管理の専門家はよく次のような質問をします。 チョコレート糖衣錠をあの憧れの高光沢仕上げに仕上げるには、研磨プロセスに実際どのくらい時間がかかりますか? タイムラインには複数の変数が影響するため、答えは簡単ではありませんが、生産効率を最適化し、一貫した製品品質を維持するには、これらの要因を理解することが不可欠です。
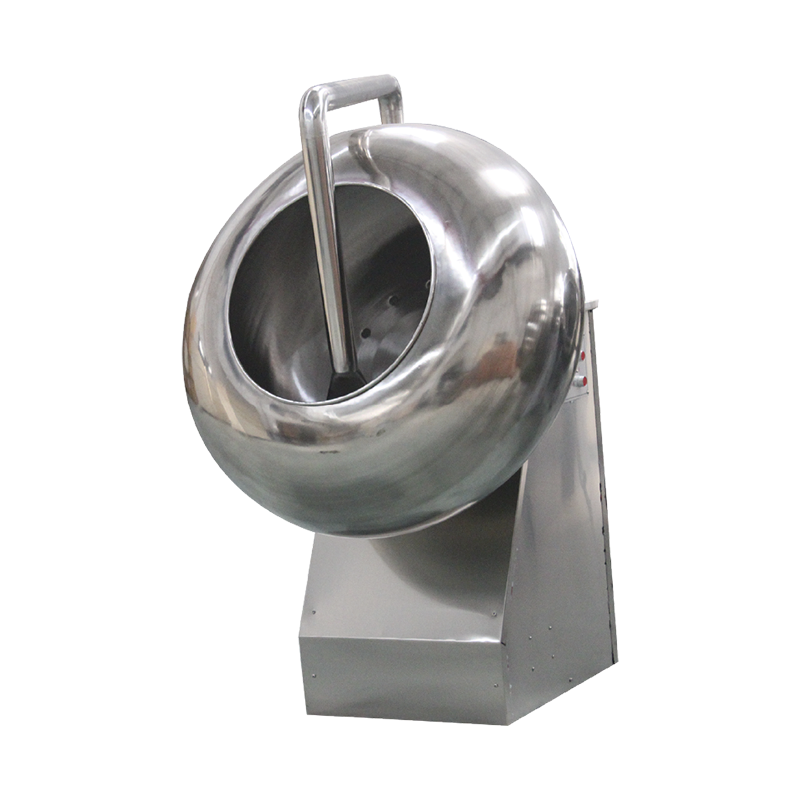
プロの製菓製造環境では、通常、チョコレート糖衣錠の研磨プロセスは次のとおりです。 45分から3時間 装置の仕様、製品の特性、および希望する仕上がり品質に応じて、バッチごとに異なります。このタイムラインには、準備、アクティブな研磨段階、品質検証段階を含む研磨サイクル全体が含まれます。高度な技術を活用した運用に向けて チョコレート&キャンディ研磨機 システムを使用すると、優れた仕上げ基準を維持しながらプロセスを大幅に合理化できます。
持続時間の変動は、製品の形状、コーティングの厚さ、周囲環境条件、および使用される特定の研磨方法の基本的な違いに起因します。円形および球形の糖衣錠は、研磨剤との表面接触がより均一であるため、一般に不規則な形状よりも速く研磨されます。同様に、チョコレートコーティングが薄い製品は、表面の体積に対する表面積の比率が研磨媒体が望ましい光沢をどれだけ速く作り出すかに影響するため、厚くコーティングされたセンターに比べて研磨時間が短くなります。
研磨装置の技術仕様は、処理時間と直接相関します。最新の研磨機のドラム直径は 600mm ~ 1500mm で、回転速度は通常、 毎分 28 回転および 32 回転 最適な研磨作用を実現します。可変周波数ドライブを備えた機械では、オペレーターが研磨サイクル全体を通じて回転速度を動的に調整できるため、固定速度のユニットと比較して全体の処理時間を 15 ~ 20% 削減できます。
暖房能力は、もう 1 つの重要な時間要素を表します。より高い加熱能力 (2 ~ 3kW) を備えたシステムは、ドラム温度を 20 ~ 25°C の間でより効果的に一定に維持することができ、研磨サイクルの延長につながる温度変動を防ぐことができます。高度なモデルには、独立した制御を備えたデュアル発熱体が組み込まれており、生産フローを中断することなく、さまざまなチョコレート配合に対応する迅速な温度調整が可能になります。
研磨される糖衣錠の物理的特性は、処理時間に大きく影響します。標準的な製品カテゴリーとその一般的な研磨時間枠は次のとおりです。
表面積対質量比の計算により、研磨剤が総表面積全体に均一に分布するため、小さな糖衣錠 (10 mm 未満) の方が大きなユニットよりも効率的に研磨できることがわかります。ただし、非常に小さな製品 (5 mm 未満) では、凝集を防ぐためにドラム速度を下げる必要があり、処理時間が 10 ~ 15% 長くなる可能性があります。
周囲の温度と湿度のレベルにより、研磨時間に測定可能な差が生じます。チョコレートの研磨に最適な環境条件は次のとおりです。
周囲湿度が 60% を超えると、光沢のある表面を作り出す結晶化プロセスが湿気によって妨げられるため、研磨時間が 20 ~ 30% 増加する可能性があります。逆に、極度に乾燥した状態 (湿度 40% 未満) では急速な乾燥が発生し、研磨剤の適切な分散が妨げられ、処理速度が遅くなり、サイクルが長くなる可能性があります。
チョコレート糖衣錠を高光沢仕上げにするためには、ココアバターの結晶化を顕微鏡レベルで操作する必要があります。研磨プロセスでは機械的摩擦が発生し、制御された熱 (製品表面で約 28 ~ 32°C) が生成され、チョコレート コーティングが一時的に柔らかくなります。ドラムが回転し続け、冷気が循環すると、表面は安定した Form V 多形体に再結晶化し、特徴的な光沢のある外観が生まれます。
この熱サイクルは研磨サイクル全体にわたって繰り返し発生し、繰り返しのたびに表面構造が洗練されます。研究によると、 最適な光沢発現には 15 ~ 25 回の完全な熱サイクルが必要です 、これはプロセスを急ぐことができない理由を説明しています。過度の加熱や積極的な機械的作用によってサイクルを加速しようとすると、表面欠陥、ファットブルーム、または不均一な光沢分布が発生し、再処理が必要になります。
研磨剤の塗布は、製品の種類や希望する仕上げ強度によって異なる正確なタイミングプロトコルに従います。一般的な研磨剤とその適用スケジュールは次のとおりです。
| 研磨剤 | 申請段階 | 期間 | 結果 |
| アラビアガム溶液 (2-3%) | 最終仕上げ | 15~20分 | 高光沢保護シール |
| ミツロウ・カルナバブレンド | 中間研磨 | 25~35分 | 深みのある光沢と耐久性 |
| シェラック系釉薬 | 最終シーラント | 10~15分 | 最大限の光沢と保護 |
| 天然研磨(無添加) | 拡張プロセス | 120~180分 | 控えめな光沢、最小限の加工 |
エージェントの適用のタイミングは重要です。シーリング剤の塗布が早すぎると表面の欠陥が発生する可能性があり、塗布が遅れると接着が不十分になる可能性があります。経験豊富なオペレーターは通常、最初の表面処理 (合計時間の 20%)、一次研磨 (合計時間の 50%)、および最終的な光沢発現 (合計時間の 30%) の 3 段階で研磨剤を塗布します。
効果的な温度制御は、品質を損なうことなく研磨時間を短縮する最も重要な要素です。高度な研磨システムは、さまざまなドラムセクションが異なる温度プロファイルを維持できるようにするマルチゾーン温度制御を採用しています。この機能により、研磨サイクルのさまざまな段階で製品を同時に処理できるようになり、全体のバッチ時間を最大 25% 削減できます。
標準の 90 分間の研磨サイクル中の最適な温度の進行は、次のパターンに従います。
15° ~ 45° のドラム傾斜角は、製品の移動パターンと研磨効率に大きな影響を与えます。より急な角度 (35 ~ 45°) により、より多くのカスケード アクションが発生し、研磨剤への表面露出が増加し、円形製品の場合は処理時間を 10 ~ 15% 短縮できる可能性があります。ただし、表面の損傷を防ぐために穏やかな取り扱いが必要な不規則な形状の場合は、より平らな角度 (15 ~ 25°) がより効果的であることがわかります。
可変速度プロトコルにより、処理時間がさらに最適化されます。コーティングの初期段階で低速 (20 ~ 25 rpm) から始めると製品の損傷が防止され、主段階で最適な研磨速度 (30 ~ 32 rpm) に上げると表面精製効率が最大化されます。一部の高度なシステムには逆回転機能が組み込まれており、デッドゾーンを排除して均一な研磨を保証し、すべての製品表面を一貫して露出させることで合計サイクル時間を短縮します。
正確な研磨時間の要件を理解することで、正確な生産計画と生産能力の計算が可能になります。通常、ドラム直径 1000mm、バッチ容量 50 ~ 70kg の標準的な PGJ シリーズ研磨機で完成します。 8 時間のシフトあたり 4 ~ 6 バッチ 標準的な丸糖衣錠を 60 分の研磨サイクルで処理した場合。
生産マネージャーは、スケジュールを立てるときに次の時間要素を考慮する必要があります。
これらの計算は、バッチあたりの合計サイクル タイムが 66 ~ 152 分の範囲であることを示しており、製品のグループ化と順序の最適化の重要性が強調されています。同様の製品を連続して実行すると、バッチ間の洗浄時間がなくなり、1 日のスループットが効果的に 15 ~ 20% 向上します。
現代の製菓業務では、タイミングの同期が重要な連続生産ラインに研磨機が組み込まれています。一般的な統合ラインには、コーティング ステーション、冷却トンネル、研磨ユニットが順番に配置されています。研磨ステーションは、ライン構成に応じて通常 100 ~ 500 kg/時間の範囲にある上流のコーティング能力に合わせてペースを維持する必要があります。
ボトルネックを防ぐために、多くの施設では複数の研磨機を並行して稼働させており、各ユニットが特定の製品タイプや仕上げ要件に対応しています。この並行処理アプローチにより、ライン全体が連続的な流れを維持しながら、個々のバッチが品質基準に必要な正確な研磨時間を得ることができます。たとえば、定格 300 kg/時の生産ラインでは、それぞれ 100 kg のバッチを時間差 90 分サイクルで処理する 3 台の研磨機を利用して、最適な研磨時間を維持しながら連続生産を保証します。
研磨プロセスがいつ完了したかを判断するには、主観的な視覚的評価ではなく、客観的な測定が必要です。業界標準の光沢測定には、表面反射率を定量化する 60 度幾何学光沢計が使用されます。高光沢チョコレート仕上げは通常、 85 ~ 95 光沢単位 (GU) 60 度で、高級な鏡面仕上げは 95 GU を超える場合があります。
最新の研磨装置に統合されたリアルタイムの光沢監視システムは、製品が目標仕様に達したことを自動的に検出し、処理不足 (光沢不足) と処理過剰 (潜在的な表面損傷またはファット ブルーム) の両方を防ぎます。これらのシステムは品質のばらつきを軽減し、オペレーターが研磨サイクルを不必要に延長する原因となる不確実性を排除します。
機器による測定は精度を提供しますが、経験豊富な品質管理担当者は、最適な研磨の完了を示す特定の視覚的合図を認識します。
計算された研磨時間が経過した後にこれらの基準を満たす製品は自信を持って排出できますが、欠陥が見られる製品は長時間の処理やプロセスパラメータの逸脱の特定が必要になる場合があります。
研磨サイクルが予想される期間を常に超えている場合、通常、これらの要因を系統的に調査すると、根本原因が明らかになります。
コーティングの品質の問題: テンパリングや脂肪分が不適切なチョコレート コーティングは研磨に耐えられず、30 ~ 50% の追加の処理時間が必要になる場合があります。コーティング前の焼き戻し検証により、この問題は防止されます。
環境制御の失敗: 研磨エリアの環境制御が不十分であると、装置が最適な熱条件を維持するのに苦労するため、処理時間が延長されます。研磨ゾーンに専用の HVAC システムを設置すると、通常、サイクル時間が 15 ~ 25% 短縮されます。
機器のメンテナンス状況: ドラム表面の磨耗、非効率的な発熱体、または空気循環システムの詰まりにより、研磨効率が低下します。定期的なメンテナンス スケジュールには、12 ~ 18 か月ごとのドラム表面の再仕上げと四半期ごとの発熱体の検査が含まれる必要があります。
製品の過負荷: 推奨バッチ容量 (1000mm ドラムの場合、通常 45 ~ 90 kg) を超えると、研磨動作が不均一になり、品質が低下すると同時に処理時間が延長されます。指定された積載重量を遵守することで、最適なパフォーマンスが保証されます。
生産需要により研磨時間の短縮が必要な場合、これらの検証済み技術を使用すると、許容できない品質の妥協をすることなく処理を加速できます。
事前に調整された製品の積載: 研磨前に製品を周囲温度に戻すと、最初の熱調整段階が不要になり、バッチごとに 10 ~ 15 分を節約できます。
最適化された研磨剤濃度: わずかに高濃度のアラビアゴムまたは特殊なクイックポリッシュ配合物を使用すると、最終的なつや出し時間を 20 ~ 30% 短縮できますが、コストを考慮する必要があります。
空気循環の強化: 送風システムをアップグレードして気流を 25 ~ 30% 増加させると、表面の乾燥と結晶化が促進され、特に高湿度環境で有益です。
自動パラメータ制御: リアルタイムの製品フィードバックに基づいて温度と速度を自動的に調整する PLC ベースの制御システムは、手動操作でよく発生する保守的な過剰処理を防ぎます。
適切な研磨装置を選択するには、処理時間の能力と生産量の要件のバランスをとる必要があります。主な選択基準は次のとおりです。
| ドラム直径 | バッチ容量 | 標準的なサイクルタイム | 毎日の生産量 (8 時間) |
| 600mm | 15kg | 45~60分 | 120-180kg |
| 800mm | 30~50kg | 50~75分 | 240~400kg |
| 1000mm | 50~70kg | 60~90分 | 300~500kg |
| 1250mm | 120-180kg | 75~120分 | 600~900kg |
多様な製品ポートフォリオを持つ施設は、複数のマシン サイズを維持することでメリットが得られ、すべての製品を大型の装置で処理して処理時間を延長するのではなく、製品タイプごとにバッチ サイズを最適化できます。
モダン チョコレート&キャンディ研磨機 システムには、仕上げ品質を向上させながら研磨時間を最小限に抑えるように特別に設計された機能が組み込まれています。
可変周波数駆動 (VFD) 制御: 研磨サイクル全体を通して正確な速度調整が可能となり、各フェーズの機械動作を最適化し、固定速度システムと比較して合計時間を 15 ~ 20% 短縮します。
自動研磨剤配送: プログラム可能なスプレー システムは、最適な間隔と濃度で研磨剤を塗布するため、処理時間を延長する手動による塗布の遅れや不均一性を排除します。
統合された温度プロファイリング: 独立した制御を備えたマルチゾーン加熱により、異なる研磨ステージでの製品の同時処理が可能になり、バッチシステム内で連続的な流れを効果的に作り出すことができます。
クイックチェンジドラムシステム: 工具不要のドラムの取り外しと交換機能により、バッチ間の洗浄と切り替え時間が 30 ~ 45 分から 10 分未満に短縮され、1 日の有効処理能力が大幅に向上します。
業界データによると、さまざまな運用アプローチ間で研磨効率に大きなばらつきがあることが明らかになりました。クラス最高の設備により、平均研磨サイクルタイムを達成 標準的な丸糖衣錠の場合は 45 ~ 55 分 一方、平均的なパフォーマーは、同等の品質の出力を得るのに通常 75 ~ 90 分を要します。この 30 ~ 40% の効率ギャップは、主に機器の能力、高度なプロセス制御、およびオペレータのトレーニング レベルに起因します。
研磨作業の重要なパフォーマンス指標には次のものが含まれる必要があります。
最高のパフォーマンスを誇る操業では、初回パス品質率が 95% 以上を維持しますが、プロセス制御に問題がある施設では再処理率が 15 ~ 25% になる可能性があり、それに比例して総研磨時間とリソース消費量が事実上増加します。
新しいテクノロジーにより、仕上げ品質を維持または向上させながら、研磨サイクル時間のさらなる短縮が期待できます。現在高度な開発段階にある超音波支援研磨システムは、表面活性化の強化により処理時間を 40 ~ 50% 短縮できる可能性を示しています。同様に、結晶化速度が改善された高度なコーティング配合物により、機械研磨の介入なしでより迅速な光沢発現が可能になる可能性があります。
自動化と人工知能の統合は、時間の最適化を実現する最も差し迫った機会となります。リアルタイムの製品の外観を分析し、プロセスパラメータを自動的に調整する機械学習アルゴリズムにより、オペレーターが通常適用する控えめな安全マージンを排除し、一貫性を向上させながらサイクルタイムを10~15%短縮できます。
各製品タイプの正確な時間パラメータを文書化することで、一貫した結果が保証され、継続的な改善が可能になります。標準操作手順では以下を指定する必要があります。
製品固有の時間基準: 過去のパフォーマンス データと品質検証研究に基づいた、最小、目標、および最大の研磨期間。これらの基準は四半期ごとに見直され、プロセスの改善や配合の変更に基づいて更新される必要があります。
意思決定プロトコル: いつ処理を延長するか、いつ製品を排出するか、いつトラブルシューティング調査を開始するかを決定するための明確な基準。これらのプロトコルは、オペレーターに明確なガイダンスがない場合によく発生する恣意的な時間延長を防ぎます。
必要書類: 各バッチの実際のサイクル タイム、環境条件、品質測定値を記録することで、最適化の機会を特定し、パフォーマンスの逸脱を診断するために必要なデータ基盤が作成されます。
人間の要素は研磨効率に大きく影響します。包括的なトレーニング プログラムでは、次のことに取り組む必要があります。
プロセス理論の理解: 研磨の背後にある科学原理(結晶化ダイナミクス、熱管理、表面化学)を理解しているオペレーターは、時間の無駄なエラーを防ぐ、より適切なリアルタイムの意思決定を行うことができます。
機器の最適化スキル: パラメータ調整テクニック、トラブルシューティング手順、メンテナンス手順など、特定のマシンの機能に関する実践的なトレーニングにより、機器のパフォーマンスの可能性が最大化されます。
品質評価能力: 最適な仕上げ特性を認識するオペレーターの能力を開発すると、品質不良に対する保険としての処理サイクルの延長への依存が軽減されます。
構造化されたオペレータートレーニングプログラムに投資している施設は、意思決定の向上により不必要な処理の延長が排除され、エラー率が低下するため、通常、最初の 6 か月以内に平均研磨時間の 15 ~ 25% の削減を達成します。
研磨時間が長すぎると、直接の人件費やエネルギー費を超えて、連鎖的なコストの影響が生じます。サイクルが延長されると設備の可用性が低下し、総生産能力が制限され、追加の機械への資本投資が必要になる可能性があります。毎日 500 kg を処理する施設の場合、バッチあたりの平均研磨時間を 20 分短縮することで、追加の設備投資なしで有効処理能力を 15 ~ 20% 増加させることができます。
研磨期間によって影響を受ける直接的なコスト要素は次のとおりです。
控えめに見積もっても、中規模の操作 (1 日あたり 3 バッチ) でバッチあたり平均研磨時間を 15 分短縮すると、生産能力の増加分を除いた直接コストだけで年間 8,000 ~ 12,000 米ドルの節約が可能であることが示唆されています。
高度な研磨装置やプロセスの改善への投資を評価するには、時間関連の節約を包括的に分析する必要があります。投資収益率の計算には以下を組み込む必要があります。
直接的な時間の節約: バッチ頻度と稼働日数を掛けたサイクル時間の定量化された削減。 250 稼働日にわたって毎日 30 分間削減すると、年間 125 時間の容量が回復することになります。
品質向上の価値: 再処理率の削減とそれに伴う時間の節約。毎日 1,000 kg の作業で 10% の再処理を排除することで、毎日約 100 kg の二重処理を節約できます。
容量拡張の回避: 設備を追加することなくスループットを向上させるのに相当する資本コスト。時間の最適化によって有効能力が 20% 増加した場合、追加の機械への投資が回避され、規模に応じて 50,000 ~ 150,000 米ドルに相当する可能性があります。
高度な研磨システムの投資回収期間は、時間の節約が適切に定量化された場合、通常 18 ~ 36 か月の範囲であり、持続的な生産需要のある運用にとってこれらの投資は魅力的です。
高級糖衣錠の 20 kg バッチを生産する特殊製菓事業は、当初、90 ~ 150 分の範囲にわたる一貫性のない研磨時間に苦労していました。分析の結果、手動の温度制御と固定ドラム速度によりばらつきが生じ、品質を確保するには保守的に長時間の処理が必要であることが判明しました。
自動温度制御と可変速度ドライブの導入により、平均研磨時間が 65 分に短縮され、一貫性が向上しました。 25 ~ 35% の時間短縮により、追加の毎日のバッチが可能になり、施設の拡張や追加の設備投資をすることなく月次生産量が 25% 増加しました。
複数の研磨機で毎日 2,000 kg を処理する産業施設は、需要のピーク時にボトルネックに直面しました。個々の機械のサイクル時間は、製品構成の複雑さと装置の使用年数の変動により、75 ~ 110 分とばらつきがありました。
最新の標準化 チョコレート&キャンディ研磨機 統合制御プラットフォームを備えたシステムにより、すべての製品でサイクル時間のばらつきが 60 ~ 75 分に減少しました。並列処理の最適化と自動スケジューリングにより、1 日の有効スループットがさらに 30% 向上し、季節的な容量の制約がなくなり、提案されている拡張コストの 200,000 ドルが回避されました。
複数の顧客向けにさまざまな種類の製品を加工する委託製造業者は、頻繁な切り替えと製品形状の多様化により、研磨時間の極端な変動 (45 ~ 180 分) に直面しました。バッチ間の洗浄とセットアップ時間が延長されると、実効容量がさらに減少します。
クイックチェンジ ドラム システムと PLC メモリに保存された製品固有のプロセス レシピの採用により、切り替え時間が 45 分から 12 分に短縮され、研磨サイクルが予測範囲内で正規化されました。 1 日の総生産時間は 35% 増加し、施設は設備投資なしで追加の契約量を受け入れることが可能になりました。
適切にテンパリングされたチョコレート、最適な設備、丸い製品の形状を備えた理想的な条件下では、35 ~ 40 分で高光沢の仕上がりを達成できます。ただし、これは最良の場合のパフォーマンスを表すものであり、計画の基準として使用するべきではありません。生産スケジュールでは、通常の運用上の変動を考慮して、実際的な最小値として 45 ~ 60 分を使用する必要があります。
メーカーの仕様は通常、理想的な製品特性を備えた最適な条件を反映しています。処理時間を延長する一般的な要因には、不適切な環境制御、最適ではないチョコレートのテンパリング、過負荷のバッチ、摩耗したドラム表面、または難しい形状の製品が含まれます。通常、環境条件、機器のメンテナンス状況、原材料の品質を体系的にレビューすることで、特定の原因が特定されます。
装置の仕様内で適度に速度を上げると (最大 32 ~ 35 rpm)、処理時間がわずかに短縮される可能性がありますが、過度の速度は表面の損傷や製品の変形を引き起こし、長時間の修理研磨が必要になったり、製品が不合格になったりすることがあります。最適な速度により、機械的動作と製品の完全性のバランスが取れます。推奨パラメータを超えると、通常、合計処理時間は短縮されるのではなく、むしろ増加します。
高湿度(相対湿度 60% 以上)では、水分が表面の結晶化と研磨剤の付着を妨げるため、通常、研磨時間が 20 ~ 30% 長くなります。湿気の多い気候の施設は、研磨エリア専用の除湿システムに投資する必要があります。逆に、湿度が非常に低い (40% 未満) と、表面が急速に乾燥して研磨剤の適切な分散が妨げられ、処理時間が長くなる可能性があります。
はい、コーティングの厚さは研磨時間に直接影響します。薄いコーティング (1mm 未満) は、表面の結晶化がより速く完了し、熱伝達がより効率的になるため、より速く研磨されます。厚いコーティング (3 mm 以上) では、完全な表面精製を保証するために長時間の処理が必要であり、表面欠陥の原因となる内部温度勾配を防ぐために温度プロファイルの変更が必要になる場合があります。
完成の指標には、周囲条件に一致した安定した製品温度、縞や斑点のない均一な表面光沢、研磨剤の残留がないこと、およびベタつきのない滑らかな触感が含まれます。 60 度で 85 GU を超える光沢計の測定値を使用した機器による確認により、客観的な検証が可能になります。計画されたサイクル期間後にこれらの基準を満たす製品は、自信を持って排出できます。
予防保守スケジュールには、ドラム表面と空気循環システムの毎日の清掃、発熱体と駆動コンポーネントの週次検査、ベアリングと駆動システムの月次潤滑、およびベースライン仕様に対する四半期ごとの性能検証が含まれる必要があります。ドラム表面の再仕上げは、使用頻度に応じて 12 ~ 18 か月ごとに行う必要があります。このスケジュールに従うことで、処理時間が長くなる徐々にパフォーマンスが低下するのを防ぐことができます。
単一のバッチで製品タイプを混合することは、一般的に推奨されません。これは、形状やサイズが異なると研磨速度が異なるため、最も困難なアイテムを確実に仕様に到達させるために長時間の処理が必要となるためです。このアプローチでは通常、キログラムあたりの平均処理時間が増加します。効率の向上は、最適化されたバッチシーケンス、素早い切り替え機能、および特定の製品カテゴリー向けの専用機器による並列処理によってより効果的に達成されます。
オペレーターの専門知識は処理効率に大きく影響します。経験豊富なオペレーターは、パラメーター調整に関してリアルタイムで適切な意思決定を行い、過剰な処理を行わずに最適な完了ポイントを認識し、遅延が発生する前に新たな問題のトラブルシューティングを行います。体系化されたトレーニング プログラムがあり、オペレーターの離職率が低い施設は、頻繁にスタッフが交代したり、トレーニングが不十分な施設と比較して、通常、時間効率が 15 ~ 25% 向上します。
1 日の生産量を 1 台あたりの 1 日あたりの目標バッチ数 (標準サイクルでは通常 4 ~ 6) で割ることにより、必要な機械能力を計算します。メンテナンス、切り替え、需要のピークに備えて 15 ~ 20% の容量バッファーを組み込みます。たとえば、60 kg バッチで 1 日あたり 1,000 kg の要件がある場合、1 日あたり約 17 バッチが必要です。 1 日あたり 1 台のマシンにつき 5 バッチの場合、3 台のマシンが適切なバッファーを備えた十分な容量を提供します。この計算では、製品の多様性と切り替え頻度を考慮してください。

 チョコレート生産ライン機械設備工場
チョコレート生産ライン機械設備工場

 中文简体
中文简体 English
English